 扫一扫,手机浏览
扫一扫,手机浏览
- 技术文章
氨分解保护气体在带钢热镀锌的应用
2012-03-10 16:43:22 来源:苏州华德公司
1 热镀锌技术的发展
众所周知,带钢之所以进行热镀锌,是由于锌在腐蚀的环境(h2o、o2及co2等腐蚀介质)中能在金属表面形成耐腐蚀的薄膜,从而延长材料的使用寿命,镀锌已成为钢铁材料防腐的一种有效方法,当然,镀层和钢基体要有良好的结合力,以满足加工成形的需要。热镀锌带钢外观漂亮,有光泽,因而倍受青睐,应用越来越广泛。
热镀锌钢带(板)主要用于汽车、家电、轻工及建筑、装潢等行业。以往建筑业是*大用户,随着人们对汽车质量的要求越来越高,热镀锌板材开始大量用于汽车面板、内板、底盖等,使用比例也越来越大。目前,发达国家用于汽车行业的热镀锌带钢(板)约占其总产量的40~45%左右。
160多年来,热镀锌技术取得了长足进步。在热镀锌漫长的发展过程中,早期的生产效率很低,单张钢板的热镀锌占据了主要地位,直到1931年波兰人森吉米尔把退火工序和热镀锌工序连成一整体,发明了举世闻名的森吉米尔法,才真正开辟了带钢连续热镀锌生产的新纪元。
近十年来,热镀锌在工艺技术和装备上都取得了较大发展,尤其是汽车热镀锌板和更好的耐腐蚀性镀层的配方有了新的突破。由于成本和质量上的优越性,据悉,日本汽车行业决定今后汽车用板材全部用合金化热镀锌板取代现有的电镀锌合金板。为此,许多厂家相继建立了现代化大型带钢连续热镀锌生产线,并对早期建设的生产线进行技术改造。例如,美国和日本新建的protec生产线可以生产宽度为1900mm,厚度为0.4~2.3mm的镀锌板,机组速度可达185m/min,合金化速度可达136 m/min,年生产能力达60万t以上。
带钢的热镀锌是从窄带钢起步,逐步走向宽带钢,其真正发展是近30年来伴随着热轧、冷轧宽带钢的飞速发展而进入大规模发展的。然而,我国上世纪末宽带钢的生产能力为146万t,仅占我国粗钢产量的1.4%,而发达国家为15%左右。
热镀锌带钢在我国市场上十分*,1995年以来,每年都要从国外进口大约100万t热镀锌带钢(板)。近20年来,我国相继建成了一批年产10万t以上的热镀锌带钢生产线,部分产品开始出口,但热镀锌带钢的品种、数量和质量等还不能满足我国经济发展的需求。为此,一方面要对原有的热镀锌生产线进行技术改造;另一方面需建设新的连续式热镀锌生产线。
带钢连续热镀锌技术的进步主要表现在采用美钢联法取代原有的森吉米尔法,使机组产量和热镀锌带钢的产品的质量得以改善和提高。
2 热镀锌保护气体的技术发展
2.1热镀锌的保护气体
通常,在高纯氮中输入少量氢会改善气体的保护效果。当炉子的漏气率不太大时,渗入炉内的氧即与氢反应;适当的氢水比可防止出现氧化反应。
在热处理过程中,氢与氧可在任何温度下反应生成水。在此条件下,由于氧已耗尽,炉内又不存在碳氢化合物,因此,只有水是唯一的氧化剂。可以看出,氢水比是确定炉内气体氧化势或还原势的*重要因素。在900℃时,抑制铁氧化的*小氢水比为1.6;当温度下降时,此比值迅速上升,700℃时为2.3;300℃时为20。因此,在退火炉的加热区,加入少量氢容易保持炉气氛的还原性,而在降温区就比较困难。
若退火炉的保护气体为n2和h2,含水量小于2%(露点18℃),可实现钢的光亮退火;在降温区,为防止氧化,含水量应减少至0.03%(露点-32℃)以下。对于要求严格的工艺,当不能控制氧的渗入量时,为保证产品的质量,应增加降温区的氢含量。
由于氮—氢混合气中不含碳化合物,自然会脱碳。若氢水比高,加氢量少,则反应甚小。实际的碳烧损取决于以下参数:气体流量、工件表面积、热处理的温度和时间。对于露点为-42℃的氢氮保护气氛炉,处理(含碳量为0.8%)φ2mm的钢丝,炉子生产率为500kg/h,即使炉气氛中所有水分都参与反应,在气体流量为100m3/h时,工件每小时的总脱碳层仅0.082μm。
所谓保护气体,主要是指在退火炉内保护带钢不被氧化的还原性气体或中性气体。带钢热镀锌生产过程中,在带钢进入锌锅之前,必须通过保护气氛退火炉,保护气体是由氢气和氮气按一定比例混合而成的氢氮混合气。
在带钢连续热镀锌生产过程中,保护气体有着举足轻重的作用,h2可把带钢表面的氧化膜还原成具有活性的海绵铁,从而增强带钢与镀层的结合力,n2为中性气体可保护钢带在退火炉内不被氧化。氮气还具有保护退火炉的安全作用。保护气体系统是热镀锌生产线中的重要环节,其投资费用通常要占整个生产线设备总投资的10%左右。保护气系统的可靠性关系到热镀锌生产线的正常运行,保护气体的质量又直接影响到热镀锌带钢的品质。解而获得的气氛。
氨分解生成75%h2和25%n2所组成的氢氮混合气体,经纯化后其杂质o2<1ppm,残氨<1ppm,露点<-60℃,它与纯氢相似,是一种强还原性气氛,也是常用的一种保护气体,其主要用途见表4。
在20℃和10325pa条件下,1kg液态氨可以气化为1.39m3的气态氨,分解后理论上可得到2.78m3的h2 n2混合气体。
氨分解气氛尚不能防止炉气中存在的水蒸汽的脱碳作用,所以必须经过充分干燥,一般要求其露点在-40℃以下氨分解气体。
氨分解不可能十分完全,在气氛中往往含有少量的残氨(0.01~0.1%),当它通入工作炉内又会引起热解而产生微量的原子氮,使金属发生轻微的渗氮,这对钢件是不利的,尤其是不锈钢钢带和线材,会因之而发脆,变成废品。所以,应当尽量提高氨分解的分解率,并在氨分解后采取净化措施。
氨分解气氛的优点是制备过程简单,易于获得纯而稳定的气氛。
我们采用含镍14%以上的镍基催化剂,抗压强度>300n/粒,空速>1000h-1,工作温度800~850℃时,残氨<100ppm。如果分解温度过低,超负荷生产,将导致催化剂的活性衰退或失效。
镍基催化剂用于氨分解时的空速试验表明,改变空速对分解效果影响不大。在850℃温度下,空速1000 h-1的分解率已达99.979%,由1000 h-1升至5000 h-1左右,分解率始终保持在99.98%左右,当空速逐渐升高到15000 h-1,分解率为99.9%,继续加大到60000 h-1时,分解率才有明显的下降,此时可以嗅到较重的氨味。
通常,产气量小于10 m3/h时,可采用单管式;产气量大于30 m3/h时,可采用多管式。我们采用带有上下封头的梅花形列管式结构,大大提高了氨分解率,延长了反应管的使用寿命。
纯化器采用高纯氮气吹扫再生,提高了净化效果。设置的两组纯化器,一组工作,同时另一组再生。交替轮换工作和再生,用plc可编程控制器进行自动操作。
用液氨贮罐提供原料,以75m3/h氨分解装置为例,每天需耗液氨720kg,选用10m3液氨贮罐,可盛液氨5000 kg,可连续工作一周,即每周充罐一次液氨比较省事。
2.4变压吸附制氮-制氮机
变压吸附气体分离技术是非低温气体分离技术的重要分支。
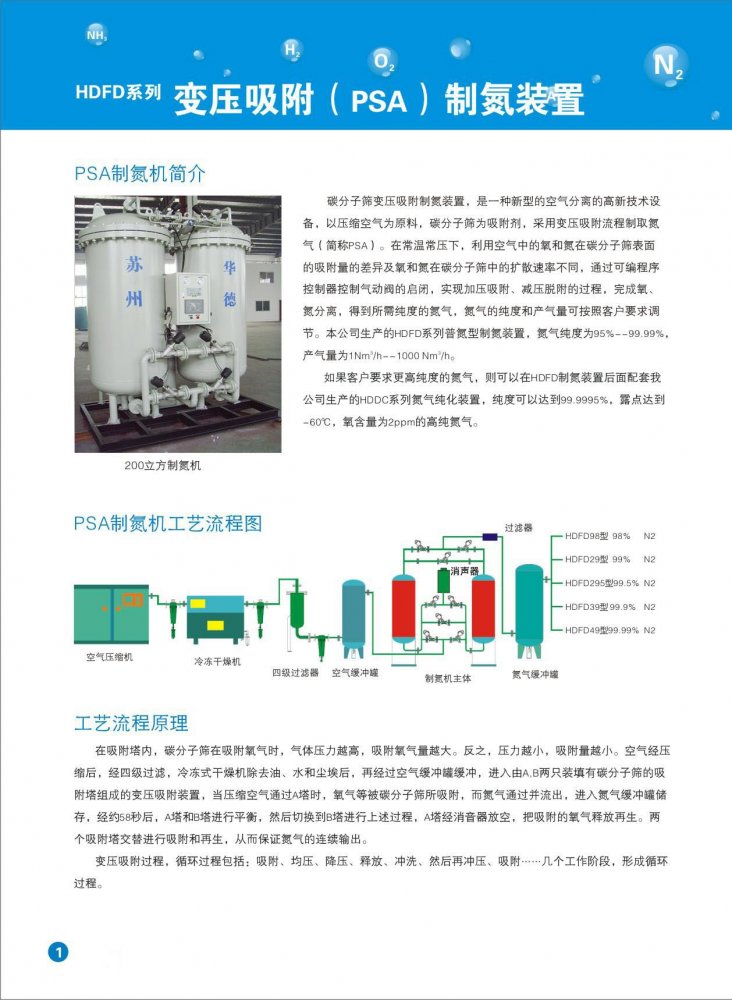
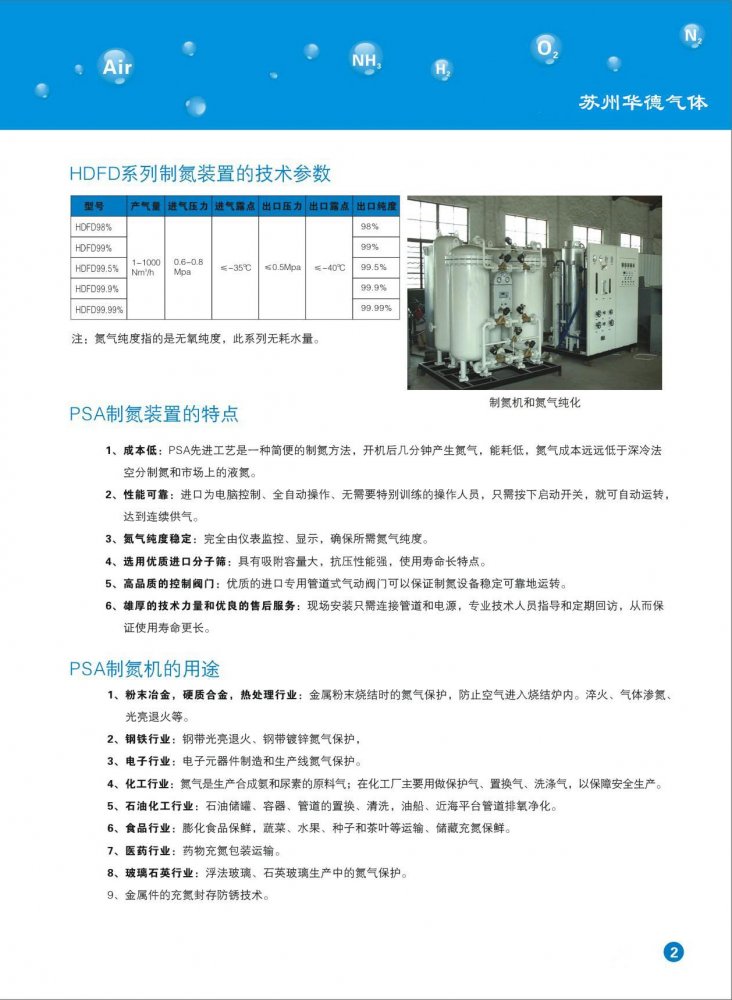
变压吸附(psa)制氮是以空气为原料,用碳分子筛为吸附剂,运用变压吸附原理,利用碳分子筛对o2和n2的选择性吸附,实现氧氮分离,从而获及氮气。变压吸附法制氮相比于深冷法制氮,具有显著的特点,吸附在常温下进行,不涉及绝热问题,工艺流程简单,装置紧凑,操作维护简单,启动迅速,产气快(15~30min)产品氮气纯度可按工艺要求作任意调节,对于要求连续供应保护气体的热镀锌而言,具有明显优势。
为了适应热镀锌生产要求,我们采用了下列的优化措施。
1、以压缩空气作为制氮原料气,由于活塞 式空压机的噪声大,又经常维修,宜选用螺杆式空压机。由于无油螺杆式空压机价格太高,多数选择少油螺杆式空压机。新空压机的压缩空气中含油量可达3ppm以下,可是随使用时间延长,含油量会明显增加。虽然我们在空压机后面配置了冷凝干燥器和3至4级的过滤器,仍然难免会产生碳分子筛受污染。因此,必须定期检查和更换螺杆式空压机内和净化系统中的各级过滤器的滤芯。
2、碳分子筛是制氮机的关键,要求碳分子筛强度好,产氮量和氮气纯度高。如今,不论是进口还是国产的碳分子筛的质量都在不断提高。
上一篇:陶瓷膜一次盐水先进性特点下一篇:制氮机在各行隔夜中的广泛应用









-
产品搜索
电子样本