 扫一扫,手机浏览
扫一扫,手机浏览
- 技术文章
制氮机在氮基气氛热处理氮气源评述
2013-10-03 21:24:12 来源: 苏州华德
引言
早在40年代,美国的W.H.Holcoroft等就开始研究制氮机氮基气氛热处理并取得了成果,但是制氮机氮基气氛真正为人们所重视,并广泛用于生产还是70年代的事,即因石油天然气短缺而引起的国际能源危机,迫使了制氮机氮基气氛的应用和发展。然而国际能源危机持续的时间不长,于70年代末便基本结束,已经启动的氮基气氛热处理的应用过程并没有因此而停顿,恰恰相反仍在继续发展。
我国对氮基气氛热处理的研究开发,始于70年代后期,当时主要由于液化石油气的供应和消防部门关于使用安全等问题,使传统的吸热式和放热式气氛处于困难之中,不少可控气氛热处理设备处于无米之炊境地而长期搁置,从而转向应用氮基气氛,其技术发展曾刺激和促进了我国变压吸附工业的发展。
1、氮在热处理气氛中的作用
众所周知,氮是一种中性气体,在非活化状态下,氮可用作保护加热,防止钢件的氧化、脱碳,因而广泛的用于光亮淬火、光亮退火、光亮回火等热处理工艺中。在真空处理时,氮气常作为冷却介质使用;充氮加压油淬时,氮气即可保护真空炉的电热元件,又可通过调节氮气压力,提高钢件的淬硬性。在一定电压和低真空状态下,氮会电离,可进行离子渗氮和离子氮碳共渗。
在氮基气氛热处理领域,人们对氮的物理化学作用有了新的认识,氮气的应用范围越来越广。在可控气氛中,氮气是作为稀释气使用的,当气氛中加入一定量的氮气,可以减少原料气的消耗,减少碳黑的形成。试验证明,在渗碳气氛中的通入氮气,建立碳势的速度加快,碳势增高。这是由于经氮气稀释后,炉气的分解率提高,CO和H2O含量降低,碳的活度增大,使反应加速,渗碳速度加快。在氮基渗碳气氛中,不仅CO2和H2O可以降低,而且CO也可以适当降低。由于CO2和H2O可用钢中的Cr、Mn、Si等元素发生氧化,无疑,氮基气氛渗碳可以降低钢件的内氧化程度,提高零件的疲劳强度和破断抗力。研究表明,氮基气氛渗碳共渗的渗速比吸热式氮碳共渗快,而渗层的硬度、耐磨性、耐腐性相当。这是由于氮的加入降低了氢的含量,降低了氢的阻渗作用,从而使氮碳共渗过程加速。
在渗碳、渗氮时,常用氮气进行炉内吹洗、排气,炉门的气帘密封,渗碳后的防氧化冷却;在停气断电时,将氮气送入炉内,可防止炉气爆炸,保证安全操作。
氮基气氛热处理具有节省能源、气源丰富、安全经济、适应性广等优点。业已表明,它能稳定的用于退火、淬火、渗碳、渗氮等多种热处理工序。
氮基气氛是以氮气为基本气体的合成热处理气氛。因此,解决它的氮气源问题是应用氮基气氛的前提,选择*佳供氮方式,提供质优价廉的氮气又是实施氮基气氛热处理工艺的一个基本技术经济条件。
2、供氮方式
我国地域辽阔,热处理厂、点众多,企业的生产规模和采用的热处理设备各不同,所采用的氮气源也各不一样。目前国内外的供氮方式,一般有以下几种:
1) 瓶装氮气(俗称瓶氮):钢瓶容量40L,额定充压15MPa,瓶内贮有6m3氮气。按上海市价格(元/瓶):普氮(99.5%N2)为14元,99.99%N2为30元,99.999%N2为90元,其氮气单价(元/m3)分别为2.4元、10元、15元。瓶氮适合生产规模较小,氮气需求总量不大的场合。
2) 管道供氮:设有制氧站及其临近的工厂,氮气通过管道送到热处理车间使用地点,也是一种方便实惠的供氮方式。
3) 液氮:氮气液化后体积缩小643倍(即在标准状态下,1m3液氮可以气化成为643m3氮气),有利于贮运,同时容器的清点、检查和周转的工作量大为减少。
液氮纯度高,不需纯化处理便可直接使用。打开阀门,液氮经过汽化器的热交换器,吸收大气中的热量,气化成为气态氮。通常液氮贮罐可以租赁。
改革开放以来,世界上九大工业气体公司目前有八个进入中国气体市场,他们采用的集中供气和液氮供气的供氮方式,从理论上看是合理的。
在氮基气氛热处理中,如以液氮作氮气源,其运输距离较近,一般在200公里以内,超过此距离,运输费过大,甚至超过液氮的价格。采用液氮的氮气的综合价格约2.5元/m3左右。上海及其附近地区有不少采用液氮为供氮方式。
4) 现场制氮:一种方式是工厂购置制氮设备制氮(即PSA制氮系统),其氮气成本约在0.4-0.6元/m3。
近年来在我国的国外气体公司以租赁制氮设备形式现场集中供气,其氮气成本约1.5元 /m3。
不同的供氮方式成本见表1。
3、制氮方法供氮方式 瓶装氮气 管道氮气 液氮(气化后) 现场制氮 自购设备 租赁设备 氮气成本(元/m3) 2.4-15 制氧站自定价 2.5 0.6 1.5
氮在自然界中分布很广,是空气的主要成分,主要以单质分子氮的形式存在于大气之中。在干燥空气中,氮的体积约占空气的五分之四。因此,空气是制取氮气的*大原料库,它取之不尽,用之不竭。
工业用氮气的制取总是以空气为原料,将其中的氧和氮分离而获得,主要方法有深冷法、变压吸附法等。
3.1深冷法
众所周知,工业上的大规模制氮通常采用传统的深冷法。
深冷法制氮是以空气为原料,在深冷空分装置中,把空气深冷液化,利用氧和氮的沸点不同,进行精溜分离而获得。
深冷法作为一种传统的空分技术,已经为人类服务了几十年,它至今仍是我国工业上氮气供应的主要来源。
由于深冷法的工业化时间比较长,人们对其认识比较成熟,而且它具有其它方法无法取代的优点,如产气量大,产品氮气纯度高,运行稳定,在提取氮气的同时,可以同时氧、氩等其它气体,这也是深冷法相对于其它方法的独特优点。因此,深冷法在大中型空分中占据主导地位。但它的工艺流程复杂,设备的制造、安装调试等要求高,一次性投资多,基建费较高,占地面积大,产气较慢(12-24h)。综合设备、安装及基建诸因素,通常在3500m3/H以下的装置,相同规格的PSA装置的投资费用要比深冷法空分装置低20-50%。深冷法适宜于大规模工业制氮,而在中小规模制氮就显得不很经济。
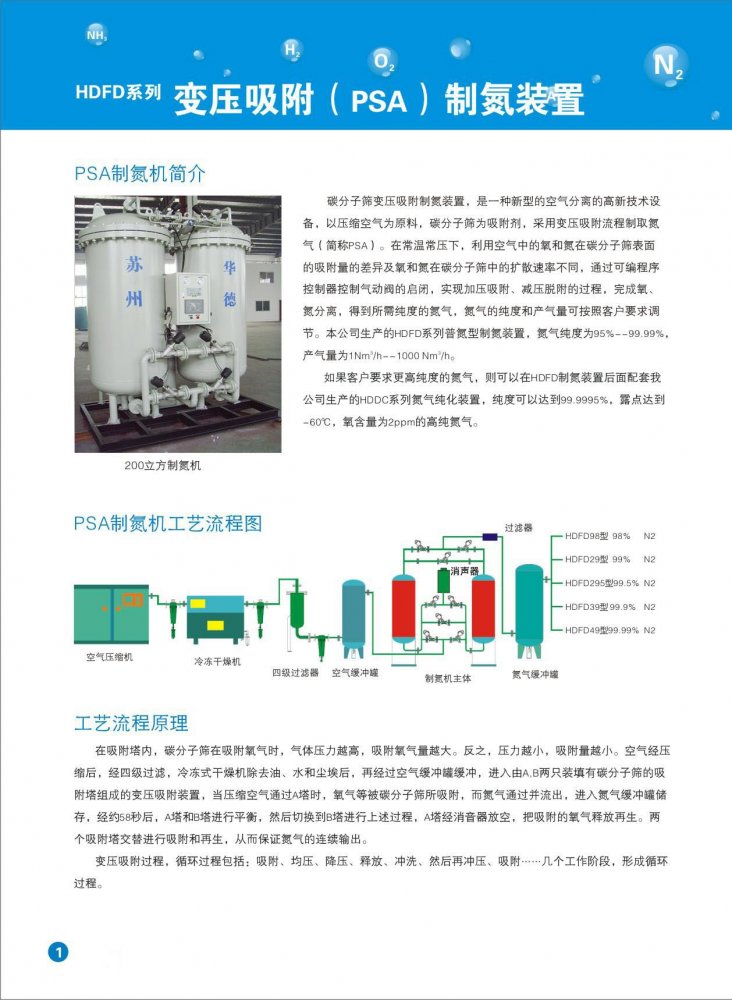
3.2变压吸附法制氮机
变压吸附(Pressure Swing Adsorption 简称PSA)气体分离技术是非低温气体分离技术重要组成分支。
长期以来,人们一直在寻找比深冷法简便的空分方法。30年代,美国联合碳化物公司(UCC)开拓了PSA法,当时限于吸附剂的性能,没能应用于空气分离。到了50年代,合成沸石分子筛问世,才使PSA气体分离成为可能。70年代,西德埃森矿业研究所成功地发现了碳分子筛,为PSA空分制氮机铺平了道路,引起了广泛的关注。之后,国内外积极运用PSA气体分离理论,竞相研究和开发碳分子筛空分制氮技术。近十多年来,我国的变压吸附工业发展很快,在吸附剂和工艺技术等方面取得了突破性的进展。据行业统计,目前制造PSA制氮机设备已有业绩的生产厂家很多,他们不断改进的设计,提高产品质量,努力满足不同行业的需要,应用领域也在不断扩大。目前在中小型空分设备中,变压吸附已经可以和深冷竞争,非低温气体分离技术的变压吸附,可谓“异军突起”其产品和深冷空分装置抢夺市场。
变压吸附制氮是以空气为原料,用碳分子筛作吸附剂,运用变压吸附原理,利用碳分子筛对氧和氮的选择吸附,使氧和氮分离,从而获得氮气。
变压吸附法制氮机和传统的深冷法制氮相比,具有显著的特点:吸附在常温下进行,不涉及绝热问题,工艺流程简单,设备制造容易,装置小巧,占地少,即使现成的空余地,也可安装,开停车方便,启动迅速,产气快(15-30min),能耗小,运行成本低,投资省,操作维护简单,撬装方便,装置适应性好,产品氮气纯度可按热处理工艺要求进行调节等。从技术经济效益上看,在小于3000m3/h的制氮装置中,变压吸附优于深冷。在市场上,1000m3/h以下的制氮设备颇具竞争力,它受到中、小氮气用户的欢迎。业已表明,变压吸附制氮设备已成为我国广大中、小型工厂及边远地区的热处理厂、点应用氮基气氛氮气源的首要选择。
表2是深冷法和PSA法制氮机制取氮气时参数比较
基 本 性 能 深 冷 法 变 压 吸 附 法 备 注 原 理 分离介质 碳分子筛 分离原理 将空气液化根据氧和氮沸点达到分离 加压吸附 能 耗 耗能部件 压缩机、加压泵、加热设备 空压机 耗电KWh/m3 ~0.62 0.4-0.6(平均) 成本(元/m3) ~0.6 0.15-0.3 设备性能 氮气量(m3/h) >5000 <5000 氮纯度(%) 99-99.9 98-99.9995 带纯化 氮压力(MPa) 0.6(波动) 露点(℃) -60以下 启动时间 20小时 20分 维修量 运动部件多、维修量大、需定时大修 切换阀门易损,动作频繁,但维修工作量和故障率较小 分离介质寿命 国产8年,进口12年 设备参数 工艺流程 复杂 一般 设备状态 一般固定 固定、移动式、室外 厂房面积 *大 较小 冷却水 很多 很少(小设备没有) 厂房高度(m) 局部12 4-10 外形尺寸 体积较小 体积较小 增容 增容困难 增容困难 自动化程度 底 电脑控制反馈氮纯度稳定 设备参数 随意开/停车 不能 容易 基本投资 需专用厂房 少 操作工人 4人以上 可无人操作 设备参数 特殊要求 *安装、安装费占设备费15% 环境空气无毒性
4、讨论
4.1PSA制氮机是氮基气氛气源的首要选择
氮基气氛的氮气源通常在几十至几百m3/h,属于中小规模的供氮范畴,而且需要昼夜连续供气。诚然,采用PSA法或液氮现场制氮方案都行,但是从目前的情况看,两者比较起来前者更为合适。首先,PSA法制氮机工作寿命较长。只要原料空气保持清洁(含油量<0.03mg/m3,露点<3℃),吸附塔内的碳分子筛装填紧密、压紧牢固,便可以长期(BF分子筛10年,日本武田碳分子筛5-8年,长兴CMS-140碳分子筛3-5年)保持氮气的产量和纯度稳定。其次,PSA制氮成本较低,除设备、安装和基建的投资以外,PSA制氮*主要的开支便是电费。BF分子筛和日本武田分子筛在0.7-0.8MPa压力下工作可达到*佳回收率;长兴CMS-140碳分子筛在 0.65MPa压力下工作可达到*佳回收率。
若以一台300m3/h、99.5%N2的PSA制氮机及一台300m3/h液氮为例:
PSA制氮机:空压机排气量1200m3/h,工作压力0.75MPa,空压机及冷干机的耗电量约为125KW;若电价按1KWh1元计,每天24h工作,一年工作时间8000h,则每年电费为1000000元。PSA制氮机其消耗的主要是电能和空气,而空气随时随地都有。因此空气不需要成本,用电加上其它费用每年的运行成本大概不会超过1200000元,若用液氮保护气,以目前市场价格每吨液氮为1600元,每立方液氮可汽化为643立方氮气,即每立方氮气约为2.5元,每天24小时工作,一年工作时间8000h,则每年消耗液氮成本为6000000元,根据上述比较每年用PSA制氮比用液氮节约4800000元左右。所以,PSA制氮机目前乃是99.5%以上氮气纯度的氮气源比较理想的制氮方案。
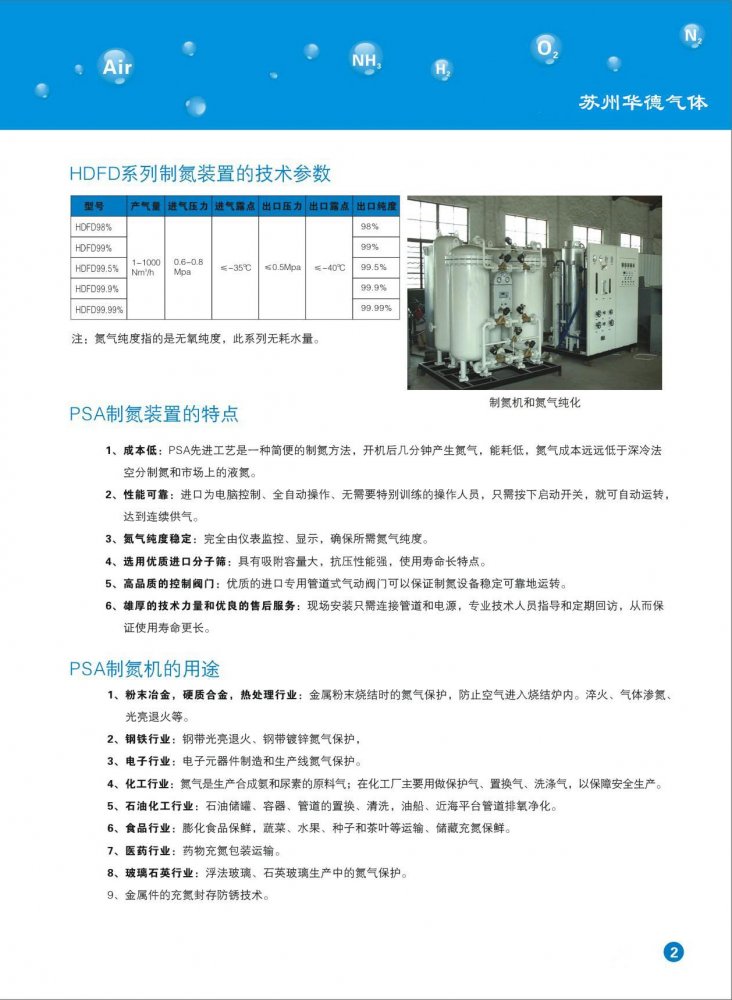
碳分子筛制氮机配套氮气纯化和干燥装置,采用加氢钯催化除氧及吸附干燥的方法,便可使产品氮气中的杂质氧降到5ppm以下,露点达到-60℃,根据不同的热处理工艺要求,氮气纯度还可以进行调节,它节省能源,灵活方便,安全可靠。所以PSA制氮目前乃是氮基气氛气源的首选。
4.2影响PSA制氮机稳定性因素
制氮机能否长期稳定运行,生产出合乎技术要求的氮气,这是众所关心的问题,而影响制氮机稳定性的主要因素有两个:
- 碳分子筛:它是PSA制氮机的核心和关键。制氮技术上要求碳分子筛强度好、产氮率高、氮气的纯度高及回收率大。近年来,不论是进口的或是国产的碳分子筛质量和性能指标(见表3)都有了不断改进和提高。
表 3 碳分子筛的几项主要性能指标
碳分子筛类型 产氮量(m3/t·h) 氮气纯度(%) 回收率(%) 德国BF公司(185型) 225 99.0 38.5 185 99.5 35.2 115 99.9 27.0 日本武田(172型) 190 99.0 53.9 160 99.5 47.9 100 99.9 34.6 浙江长兴化工厂
(CMS-140型)140 99.5 ≥40
诚然,碳分子筛的质量和性能是关键,但是碳分子筛的使用在技术上也很讲究。为了发挥碳分子筛的*大效能,并延长其使用寿命,在设计和制造时还应当注意以下问题:
1) 在吸附塔底部设置气流分布器(结构很讲究),在顶部设置压紧装置,以避免因高速气流的冲击产生分子筛颗粒的跳动和相互摩擦而粉化、失效。
2) 重视空气中油和水分的影响。大气污染,空气中的油蒸气容易被碳分子筛所吸附,并难以脱附,填塞微孔而使分子筛失效。工艺流程中在吸附塔之前应设置除油器(分离粒径范围0.01μm)。关于水分对碳分子筛性能的影响,国内外学者曾有两种不同观点,一种认为原料空气必须严格除去水分,然后再进入吸附塔,另一种认为碳分子筛有疏水性,从法国液空公司的600m3/hPSA制氮装置看来,水对碳分子筛的吸附性能影响似乎不大。笔者实践认为,水对碳分子筛而言虽然不是致命的,但会使分子筛吸附“负荷”增加。因此将压缩空气必须进行冷冻干燥除水,是提高分子筛吸附能力和稳定性不可忽视的问题。
5、结束语
国内外氮基气氛热处理已显示了它良好的技术性、经济性、安全性及可行性,具有较强的生命力,它适应我国的国情,已成为我国控制气氛热处理的方向。
随着制氮技术,特别是PSA制氮机技术的进步和发展,氮气的成本进一步降低,将会加快我国氮基气氛在热处理应用的发展步伐。
上一篇:氨分解炉、气氛炉的特点下一篇:制氮机在化工管道中的应用









-
产品搜索
电子样本